English
English Español
Español 中文简体
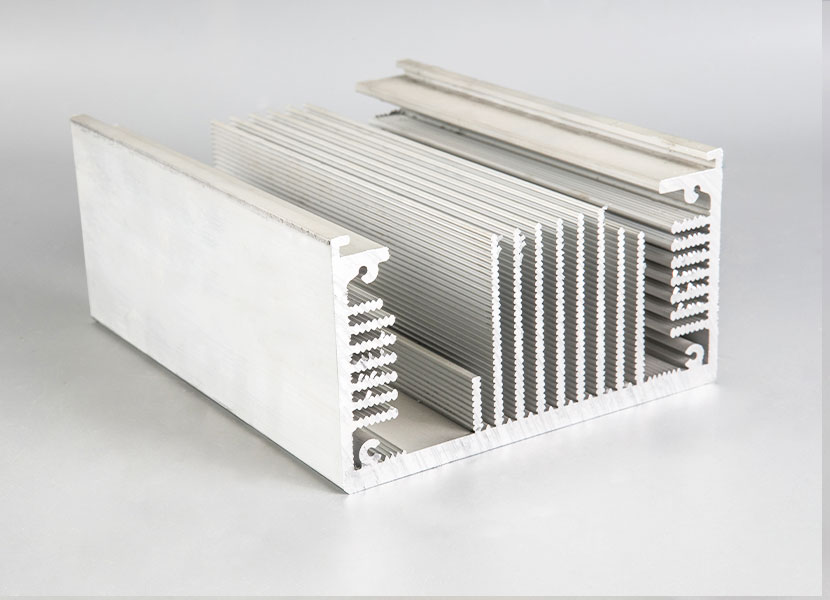
中文简体铝型材挤压
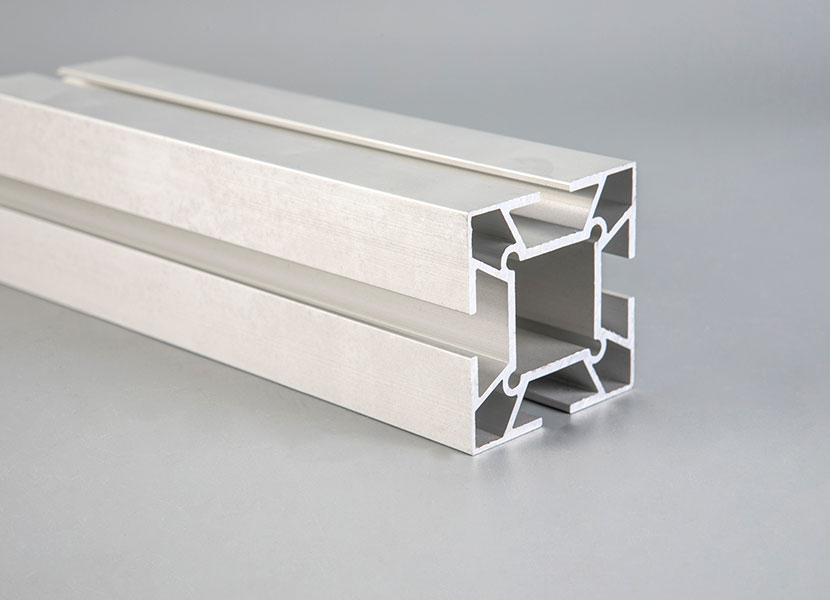
目前6063-T5铝型材所使用的挤压机标准在1300吨—1600吨,以上标准就可以满足6063-T5系列铝型材正常生产。铝型材挤压工艺注意要素:
①温度控制:对挤压生产来说,挤压温度是 基本的且 关键的工艺因素。挤压温度对产品质量、生产效率、模具寿命、能量消耗等都产生很大影响。
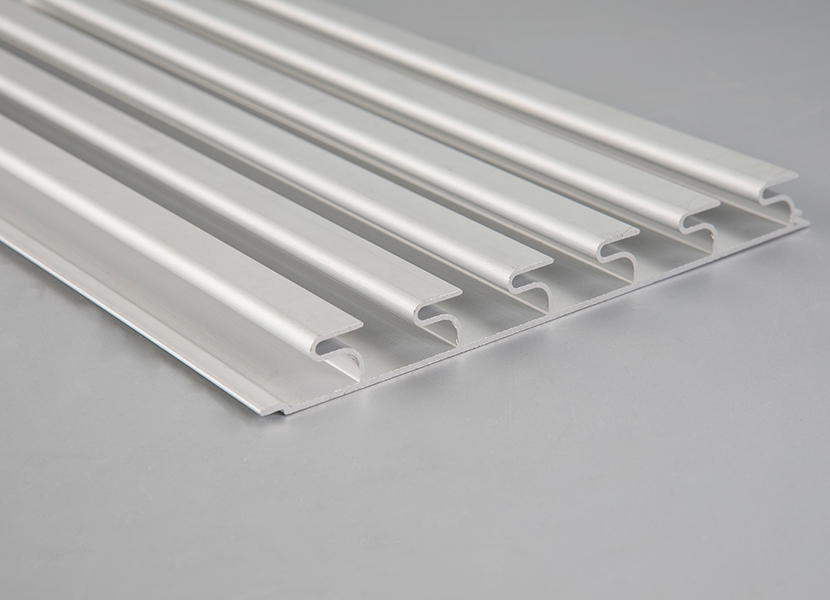
②挤压速度:挤压过程中必须认真控制挤压速度。挤压速度对变形热效应、变形均匀性、再结晶和固溶过程、制品力学性能及制品表面质量均有重要影响。
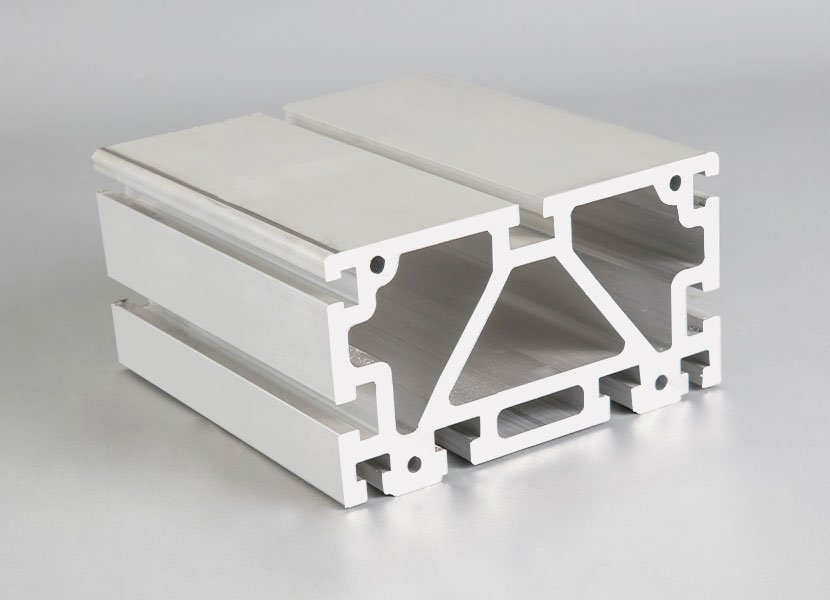
③机上淬火:6063-T5淬火是为了将在高温下固溶于基体金属中的Mg2Si出模孔后经快速冷却到室温而被保留下来。冷却速度常和强化相含量成正比。6063合金可强化的 小的冷却速度为38℃/分,因此适合于风冷淬火。改变风机和风扇转数可以改变冷却强度,使制品在张力矫直前的温度降至60℃以下。
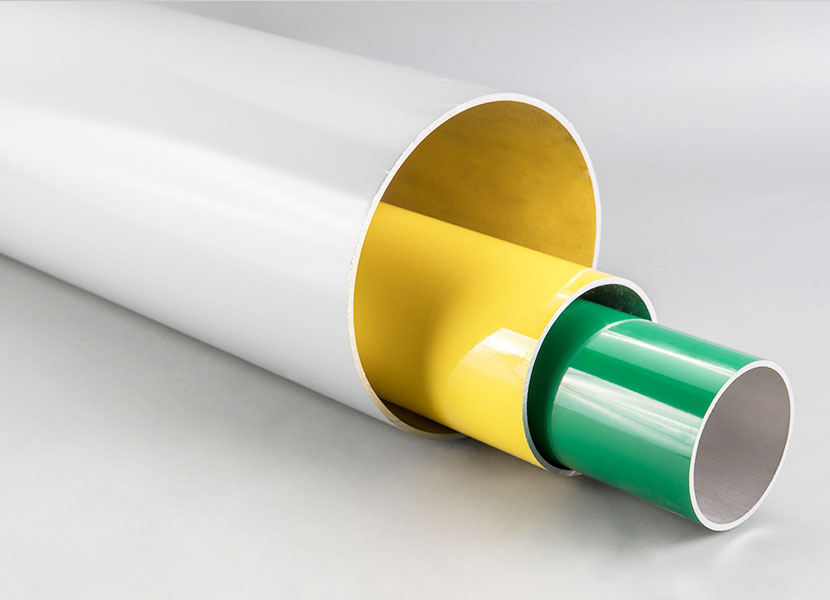
铝型材拉直校正
铝型材挤压成型之后会有偏差,成型之后要利用拉直机进行拉直校正,将刚挤压成型的铝型材校正到所要求的公差范围之内,拉直校正必须利用拉直机来完成,保证其精度。
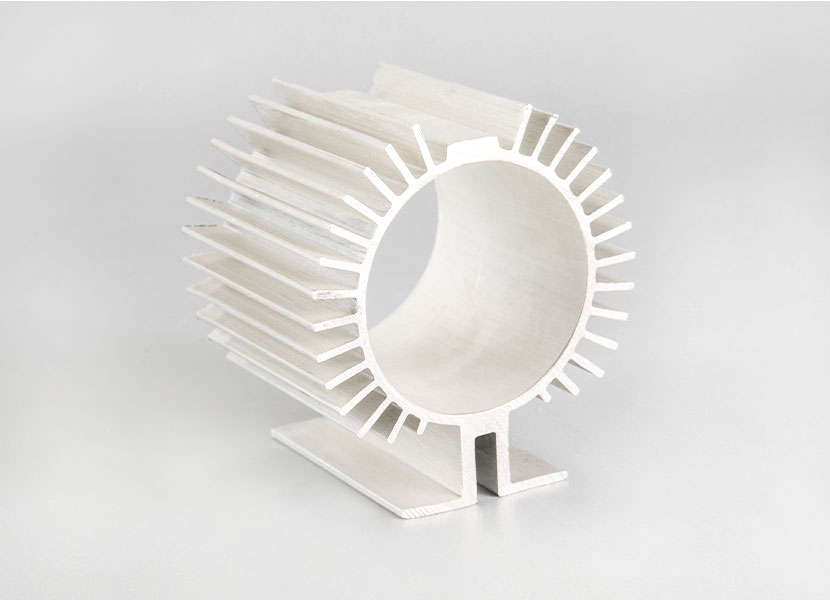
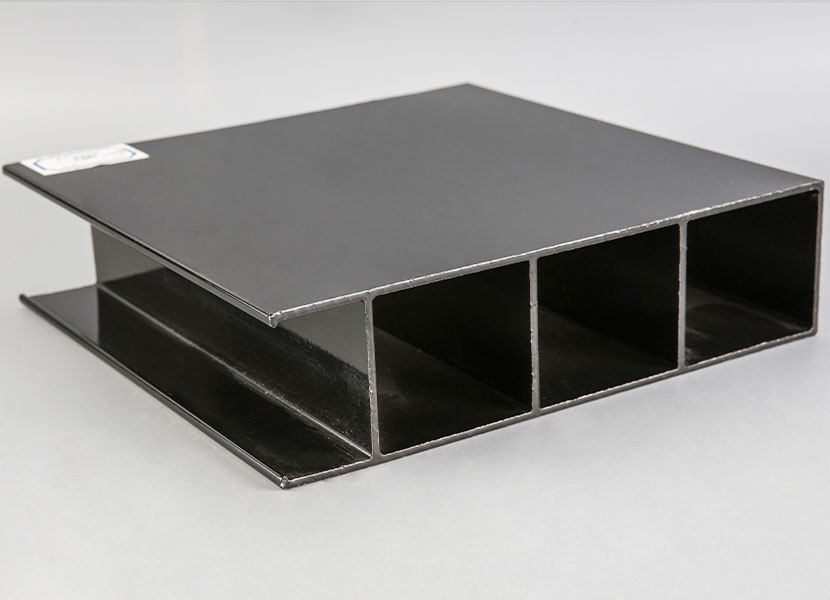
人工时效
挤压生产出来的铝型材,未经时效前硬度偏低,不能作为成品使用,因此,一般来说,都必须经过时效来提高强度。